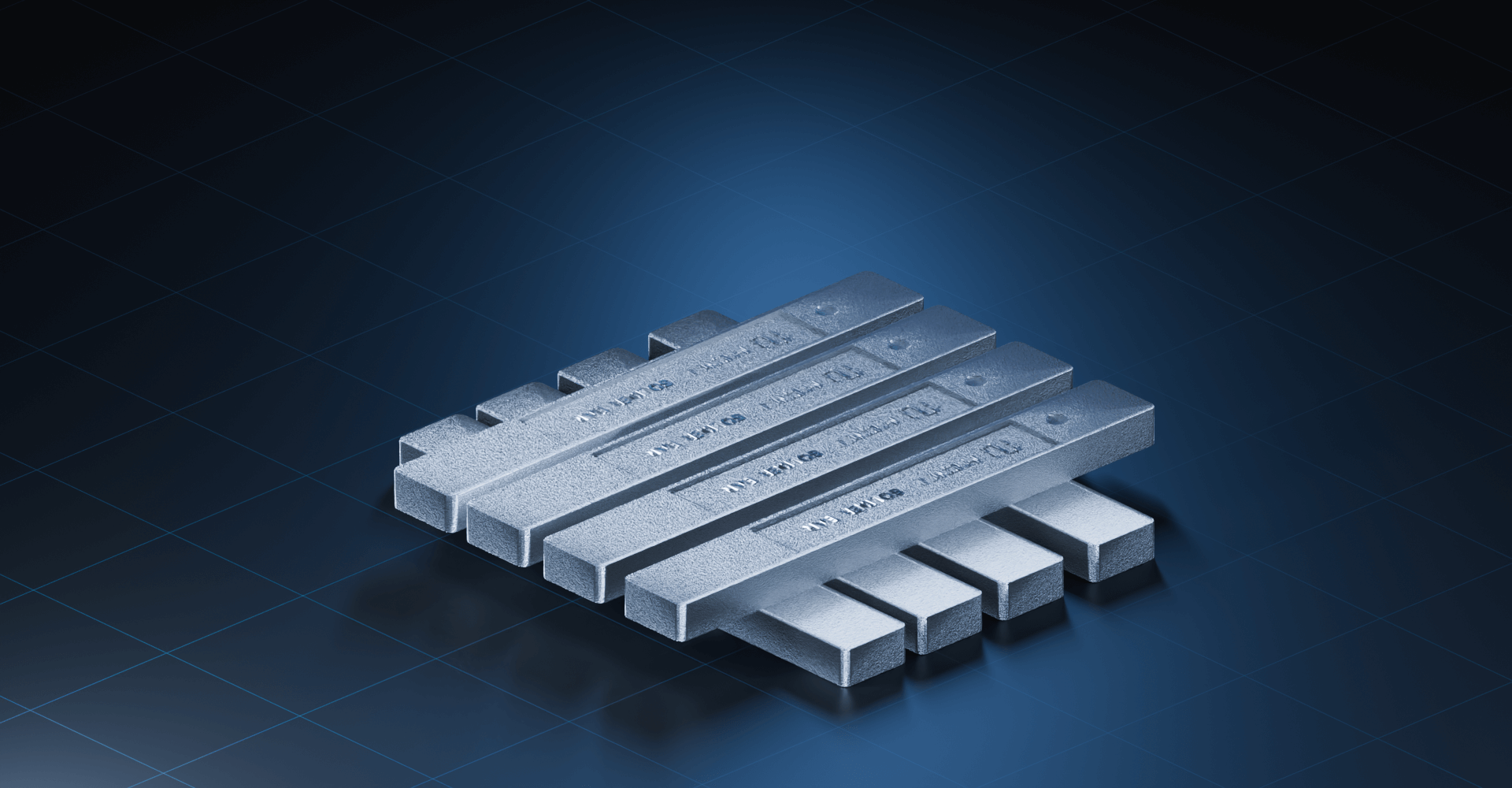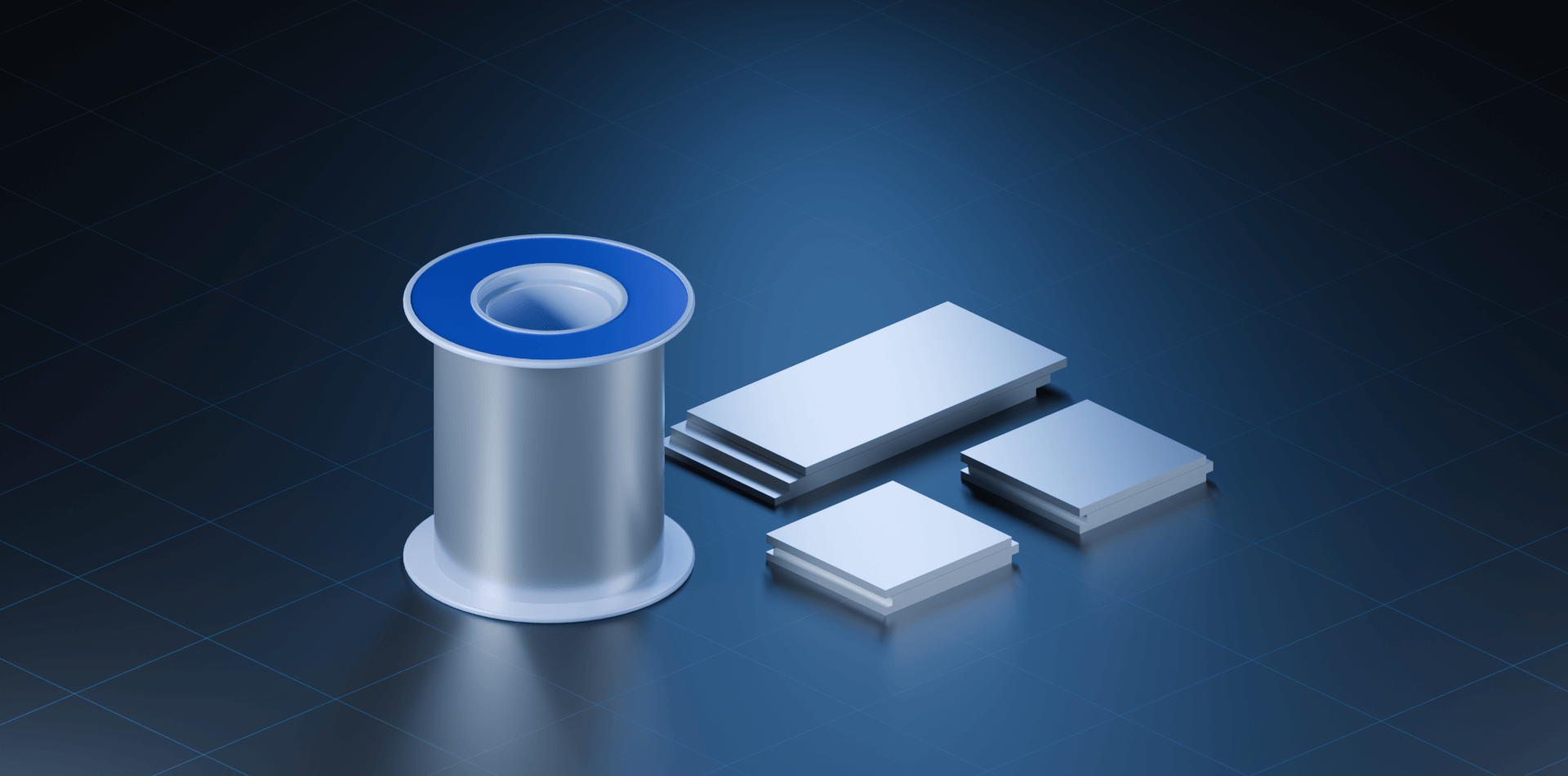
焊带 :锡带卷轴包装可以在安装前切割成所需的长度,操作灵活,材料利用率高。
方形焊片 :方形焊片替代锡膏降低空洞,提供固定量焊料,厚度可控,应力均匀。
圆形焊片:适用于单点焊接或对称结构,通用性强,工艺兼容广。
焊环:焊环便于中心对齐,适合单点或对称焊点,减少焊料偏移风险,定位精准,不易溢料。
选型与预处理:按焊点形状选圆形、异形或条形焊片(如 L 形适配垂直面),依耐温需求选合金(低温 Sn-Bi、高温 Au-Sn),并清洁焊盘与焊片表面,确保无氧化层。
定位与焊接:通过真空吸嘴或显微镜辅助定位,公差 ≤±5μm;回流焊需控制三阶段温度曲线(预热、回流、冷却),高要求场景通氮气;热压焊用于局部加热,激光焊接适配超微型焊片,加热时间<15。
焊后与存储:非免清洗工艺需清除助焊剂,通过 AOI、X 射线检测外观与内部质量;焊片需密封存于湿度 ≤20%RH 环境,低温合金冷藏,操作时佩戴防静电手套。关键需匹配形状、合金与工艺,首件验证参数确保良率>99%。

在存储预成型焊片时,需严格做好防潮防氧化管理:焊片应密封存放于湿度 ≤20% RH 的干燥环境中,开封后若有剩余需及时放回露点 ≤-40℃ 的防潮柜,避免 Sn、Ag 等金属表面氧化,以防焊接界面结合力下降 30% 以上。同时,需根据合金类型控制存储温度,高温合金(如 Au-Sn)存储温度应 ≤25℃,低温合金(如 Sn-Bi )则需冷藏于 5°C~10°C 环境中,防止因温度波动导致合金成分偏析。
操作过程中,必须强化防静电保护措施:接触焊片时需佩戴防静电手套或指套,避免人体静电击穿芯片等敏感元件。尤其在湿度 <15% RH 的干燥环境下,静电风险显著增加,需格外注意操作规范,确保焊片性能稳定及元件安全。