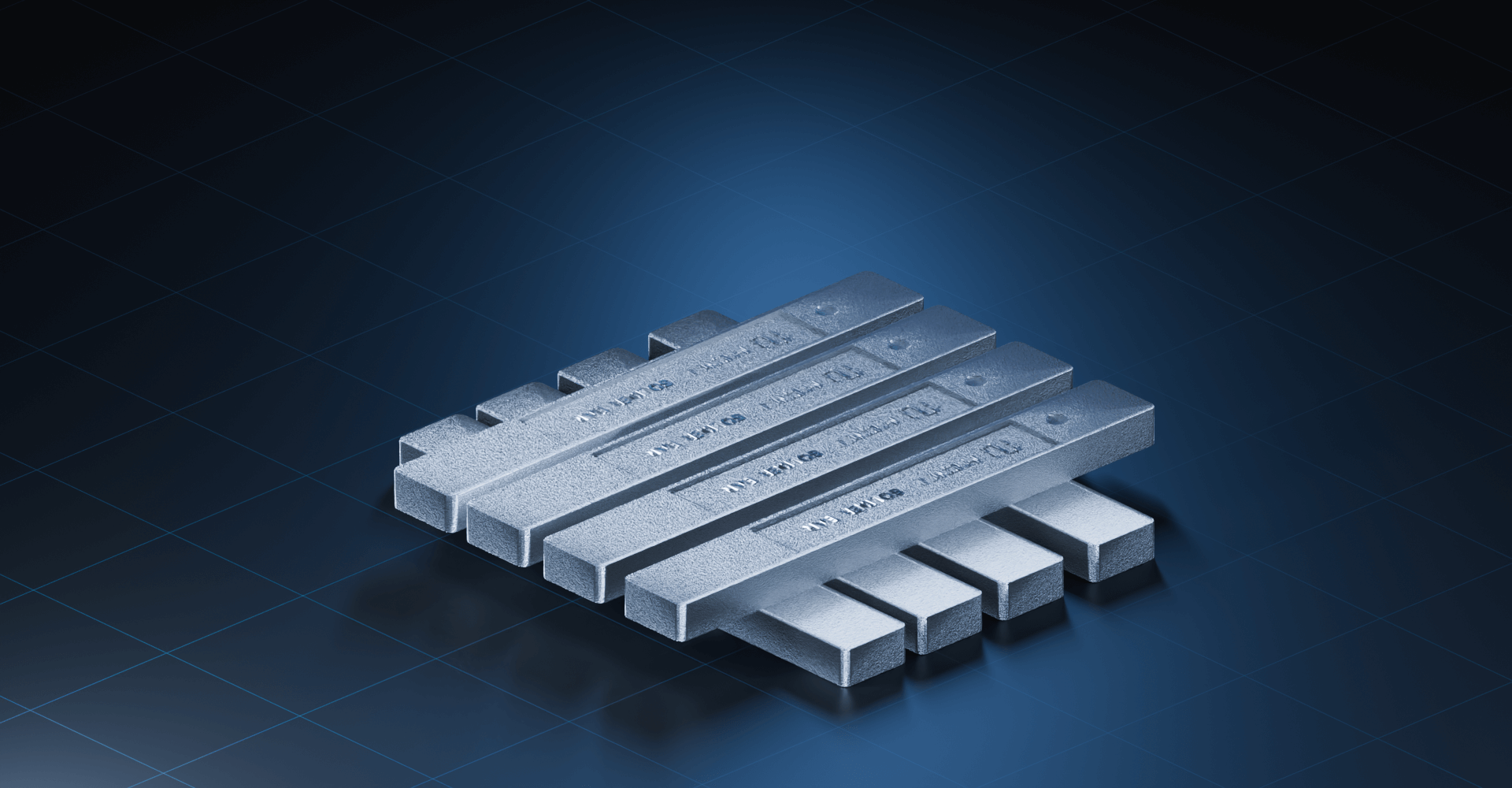
锡条使用方法因焊接工艺而异:
手工焊需先清洁元件引脚与焊盘,电烙铁调至 250℃~350℃(比锡条熔点高30℃~50℃),加热焊件后送锡焊接,焊点成型后快速撤离烙铁,焊后清洁残留助焊剂。
波峰焊需向锡炉添加锡条并加热至熔融(240℃~260℃),电路板喷涂助焊剂、预热后通过锡波焊接,冷却后清洗板面。
回流焊需先在焊盘印刷焊膏、贴装元件,再经升温(挥发溶剂)、恒温(活化助焊剂)、回流(焊膏熔化)、冷却(焊点固化)四阶段完成焊接。

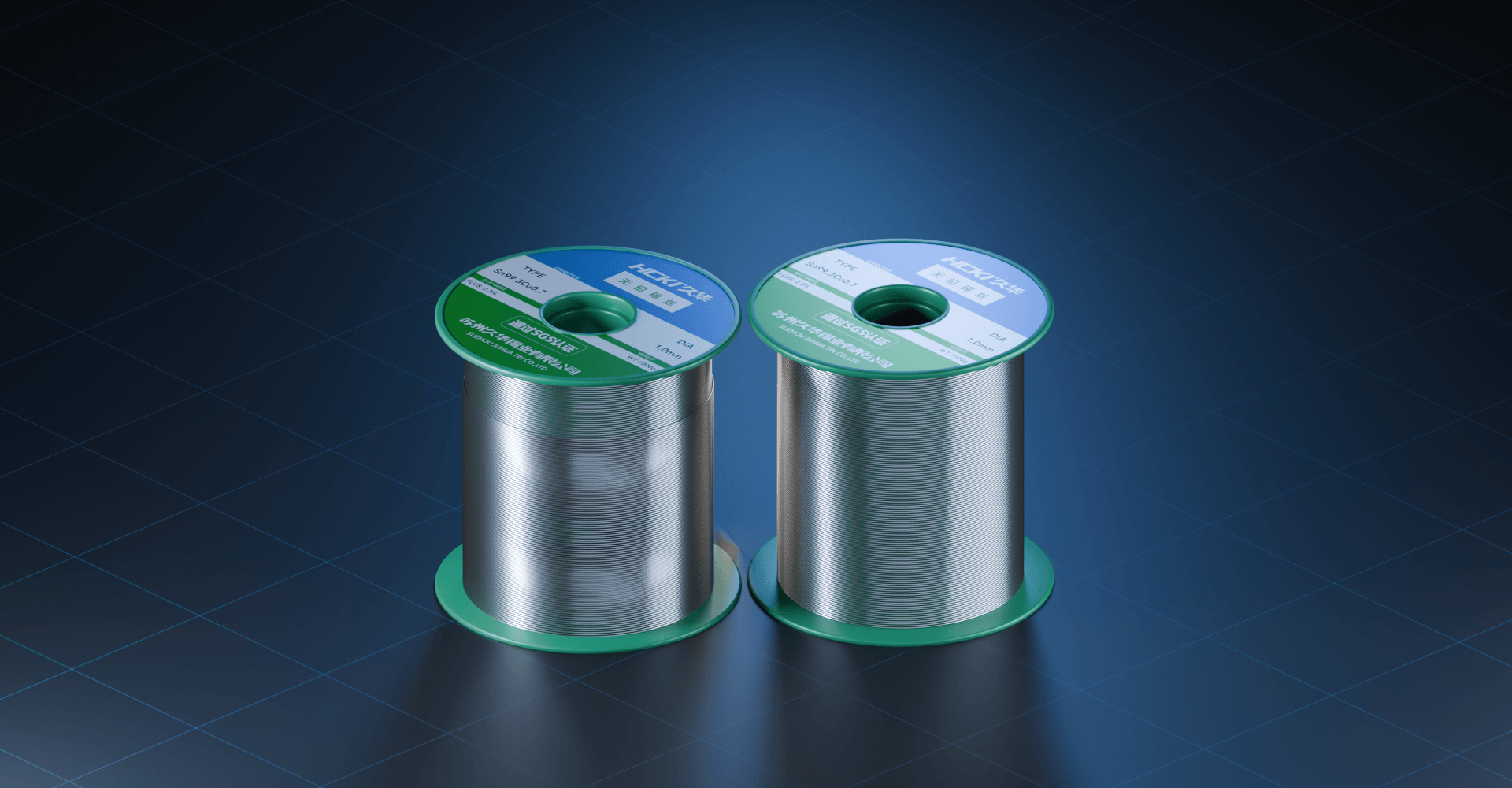
锡条应存放于干燥、阴凉环境中,避免受潮或氧化,开封后需及时密封,防止杂质混入影响锡条性能。使用过程中,锡炉内的锡条需定期打捞表面氧化渣(如SnO2),以免影响焊点的光泽度与导电性;补加锡条时,需待炉内锡料完全熔融后再加入,防止冷料积压导致焊接温度波动,进而影响焊接质量。
焊接前务必使用酒精或专用清洗剂彻底清除元件引脚、焊盘的氧化层及污渍,确保焊接表面洁净无杂质,为良好的焊接效果奠定基础。同时,根据焊接需求选择适配的无铅助焊剂,如免清洗型或水溶性助焊剂,避免残留物质对电路造成腐蚀,保障其长期稳定运行。此外,操作过程中需做好个人防护,佩戴防护手套与护目镜,保持焊接环境通风良好,及时驱散焊接产生的烟雾,降低吸入含少量金属蒸气的焊锡烟雾风险,全方位保障焊接质量与操作人员的健康安全。